从小时到分钟——滤波器频率调节的自动化
05-08
在无线电频率的S-、C-、X-波段(2.6 to 12.4 GHz),手动调节集总电感电容(LC)滤波器的频率是一件麻烦事,需要花很多的时间。所幸的是,一种军用制造技术(ManTech)程序已经开发出来,用以实现调节过程的自动化。应用这一系统,调节过程变得异常迅速,时间从原来手动调节需要的两个小时缩短到十分钟以内。相关制作过程所需要的时间也从原来的12个小时以上下降到4小时以内。
在千兆赫波段,元件尺寸非常之小,类似在绕线电感中使用小金属来调节频率的方法往往不能有效解决问题。要知道,千兆赫波段的绕线电感与普通铅笔芯的尺寸相近。要制作一个尺寸合适的金属片,并把它安装到这样大小的绕线电感中是非常困难的。高频滤波器的频率调节往往是这样完成的:“手动控制原有绕线电感每匝之间的距离或者修剪一对绞线的长度,因为这对绞线的线间电容能直接影响滤波器的频率。
在这个项目之前,滤波器频率调节的标准做法(基线方法)是手动控制绕线电感每匝之间的距离。这个方法需要在设定温度下手动标定电感,经过严格训练的技术人员,手工填写的数据表以及相当数量的操作人员。平均而言,利用这个方法花费的调整时间在一到两个小时之间。
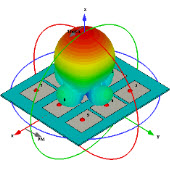
一种新的自动化工艺被开发出来以代替原有的方法。与之前使用绕线电感不同的是,这是一种半集总的平面射频/微波滤波器(图一)。它由分布式并联电容,串联电容,串联电感以及集总串联电容构成。平面射频/微波滤波器的频率调节是通过调节并联电容焊盘的大小来完成的。比起基线方法,这个方法的好处显而易见:对电感不需要事先进行标定;对操作者要求也相对较低;数据由电脑直接生成,不需要手动填写;不需要很多操作人员。
得到修剪程序之后,滤波器被移到加工位(图五)。在这里,计算机控制铣床铣除部分金属来实现滤波器的调节(图六)。
这一自动化的工艺能够在10分种以内实现滤波器的精确调节,与之前的基线方法相比,大幅节约了时间。另外,在相关制作过程中节约的时间进一步的减小了生产时间。仔细算起来,由于该方法无需对电感定标,同时在基材加工,组装和调节上大幅提升了效率,总的来说,每加工一个滤波器就能节约10个小时。我们预计,通过进一步研究参数,改进分析软件,我们将可能确定所需的滤波器的物理结构。这样一来,滤波器的一次加工成型成为可能,调节不再是必须的工作。目前,新开发的频率调节工艺已经被用在爱国者导弹防御系统(PAC-3)所需的S-和C-波段的滤波器上。
在千兆赫波段,元件尺寸非常之小,类似在绕线电感中使用小金属来调节频率的方法往往不能有效解决问题。要知道,千兆赫波段的绕线电感与普通铅笔芯的尺寸相近。要制作一个尺寸合适的金属片,并把它安装到这样大小的绕线电感中是非常困难的。高频滤波器的频率调节往往是这样完成的:“手动控制原有绕线电感每匝之间的距离或者修剪一对绞线的长度,因为这对绞线的线间电容能直接影响滤波器的频率。
在这个项目之前,滤波器频率调节的标准做法(基线方法)是手动控制绕线电感每匝之间的距离。这个方法需要在设定温度下手动标定电感,经过严格训练的技术人员,手工填写的数据表以及相当数量的操作人员。平均而言,利用这个方法花费的调整时间在一到两个小时之间。
一种新的自动化工艺被开发出来以代替原有的方法。与之前使用绕线电感不同的是,这是一种半集总的平面射频/微波滤波器(图一)。它由分布式并联电容,串联电容,串联电感以及集总串联电容构成。平面射频/微波滤波器的频率调节是通过调节并联电容焊盘的大小来完成的。比起基线方法,这个方法的好处显而易见:对电感不需要事先进行标定;对操作者要求也相对较低;数据由电脑直接生成,不需要手动填写;不需要很多操作人员。

图1、在自动调节系统中,半集总的射频/微波滤波器取代了传统的绕线电感。
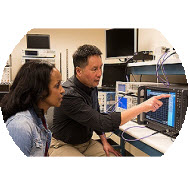
通过了解材料的剥除方式以及所使用的设备,一套全自动的调节系统被开发出来,付诸应用。对一些特例,研究了滤波器的性能与被剥除的材料的量之间的关系,包括被剥除的基材的量对整个滤波器性能的影响。在图二中,你可以看到这套自动调节系统的照片。它主要包括一台铣床(LPKF ProtoMat 91s/Vs),一台网络分析仪(HP 8720D),计算机,打印机以及特制的测试调节支架。
图2、自动调节工作站能够对多种不同类型的滤波器进行修剪,调节,测量,记录并生成日志数据。
测试/调节支架被固定在铣床的前面,它包含一个固定在精密线性滑轨上的两位置滤波器支架(后面的位置用于测试,前面的位置用于调节)。
图3、自动调节工作站的测试/调节支架固定在一精密滑轨上,有前后两个位置,分别用来做调节和测试。
在测试位置,计算机利用网络分析器对采集到的数据和数据库中的期望值进行比较。随后,必要的修剪程序就自动被计算出来,这个程序对于每一个滤波器都是唯一的。得到修剪程序之后,滤波器被移到加工位(图五)。在这里,计算机控制铣床铣除部分金属来实现滤波器的调节(图六)。

图5、一旦修剪程序被确定下来,滤波器就被移到加工位。

图6、在加工位,铣床接收计算机的指令从线路上剥除金属,达到调节滤波器的目的。
切割深度通过手动调节加工头上的千分尺来完成,步距为0.025 mm。滤波器在测试位和调节位上反复移动,直到达到所需的电气特性为止。每当调节过程完成时,计算机自动打印出一张数据表,给下一步的装配提供必要的信息;并把信息保存在数据库中。很多种滤波器都可以用这种方法调节,其中包括半集总元件,阻尼电阻以及交叉指型。这一自动化的工艺能够在10分种以内实现滤波器的精确调节,与之前的基线方法相比,大幅节约了时间。另外,在相关制作过程中节约的时间进一步的减小了生产时间。仔细算起来,由于该方法无需对电感定标,同时在基材加工,组装和调节上大幅提升了效率,总的来说,每加工一个滤波器就能节约10个小时。我们预计,通过进一步研究参数,改进分析软件,我们将可能确定所需的滤波器的物理结构。这样一来,滤波器的一次加工成型成为可能,调节不再是必须的工作。目前,新开发的频率调节工艺已经被用在爱国者导弹防御系统(PAC-3)所需的S-和C-波段的滤波器上。
这个是广告吗
相关文章:
- 宇宙窗口的频率是多少(05-08)
- 请问:如何在同一张图里看不同模型在同一频率的方向图(05-08)
- 问个关于CST中仿真频率设置的问题(05-08)
- 在30G以上的频率中CST如何馈电(05-08)
- HFSS中如何得到天线最大增益频率曲线(05-08)
- 求助一个频率搬移的问题(05-08)
射频专业培训教程推荐