共晶焊接简介
利用共晶焊接技术,先将晶粒焊接于一散热基板(soubmount)或热沉(heat sink)上,然后把整件晶粒连散热基板再焊接于封装器件上,这样就可增强器件散热能力,令发光功率相对地增加。至于基板材料方面,硅(Silicon)、铜(Copper)及陶瓷(Ceramic)等都是一般常用的散热基板物料。
共晶焊接技术最关键是共晶材料的选择及焊接温度的控制。晶粒底部可以采用纯锡(Sn)或金锡(Au-Sn)合金作接触面镀层,晶粒可焊接于镀有金或银的基板上。当基板被加热至适合的共晶温度时,金或银元素渗透到金锡合金层,合金层成份的改变提高溶点,令共晶层固化紧固的焊于热沉或基板上。
选择共晶温度视乎晶粒、基板及器件材料耐热程度及往后SMT回焊制程时的温度要求。考虑共晶固晶机台时,除高位置精度外,另一重要条件就是有灵活而且稳定的温度控制,加有氮气或混合气体装置,有助于在共晶过程中作防氧化保护。当然和银浆固晶一样,要达至高精度的固晶,有赖于严谨的机械设计及高精度的马达运动,才能令焊头运动和焊力控制恰到好处之余,亦无损高产能及高良品率的要求。
进行共晶焊接工艺时亦可加入助焊剂,这技术最大的特点是无须额外附加焊力,故此不会因固晶焊力过大而令过多的共晶合金溢出。
自己顶一个
顶啊 ! 支持 现在外面公司都不谈这个的
朋友是联合微电的呀,
听说过!
朋友是联合微电的呀,
听说过!
顶 啊!
Au-Sn,比较多!
大家多发些资料共享! 谢谢
谢谢,非常好
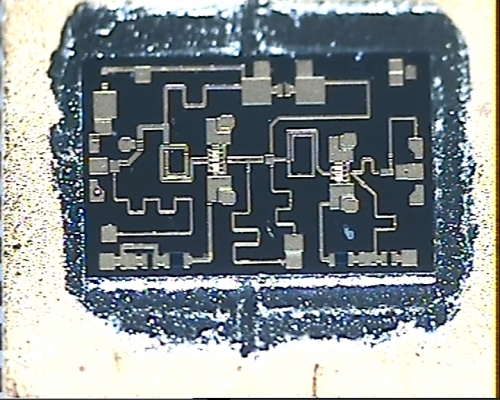
04年帮别人做的功率芯片共晶焊样品!
散热极佳!
学习了!支持
学习学习
学习学习
学习学习
学习学习
这个技术,现在越来越有用了
谢谢分享!
顶一个
看帖回帖是美德
有高可靠性的场合,用Au-Sn焊料片的比较多,很少有用含助焊剂的焊膏工艺。
1. 前言
钎焊是组装电子产品的一项重要技术。为了得到理想的钎焊连接,钎焊料的选择至关重要。钎焊料的可焊性、 熔点、 强度及杨氏模量、热膨胀系数、 热疲劳、 蠕变及抗蠕变性能等均可影响钎焊连接的质量。
共晶的金80%锡20%钎焊合金(熔点280 C)用于半导体和其他行业已经有很多年了。由于它优良的物理性能,金锡合金已逐渐成为用于光电器件封装的一种最好的钎焊材料。
2. Au80Sn20焊料的物理性能
2
Au80Sn20金锡焊料的一些基本物理性能如表1所示。由表1可知它有如下优点。
表1 金80锡20合金在20C时的物理性能。
参数
单位
数值
密度
gcm-3
14.7
热膨胀系数*
10-6 /°C
16
热导率
Wm-1K-1
57
拉伸强度
MPa
275
杨氏模量
GPa
68
剪切模量
GPa
25
泊松比
0.405
电导率
μΩcm
16.4
延伸率
%
2
* 温度范围为 20°C到 250°C。
钎焊温度适中:钎焊温度仅比它的熔点高出20~30C(即约300~ 310C)。在钎焊过程中,基于合金的共晶成分,很小的过热度就可以使合金熔化并浸润;另外,合金的凝固过程进行得也很快。因此,金锡合金的使用能够大大缩短整个钎焊过程周期。金锡合金的钎焊温度范围适用于对稳定性要求很高的元器件组装。同时,这些元器件也能够承受随后在相对低一些的温度利用无铅焊料的组装。这些焊料的组装温度大约在260 C。
高强度:在室温条件下,金锡合金的屈服强度很高。即使在250~260C的
温度下,它的强度也能够胜任气密性的要求。材料的强度与一些高温钎焊材料相当,但是钎焊过程可以在相对低得多的温度下完成。
无需助焊剂:由于合金成份中金占了很大的比重(80 %),材料表面的氧
化程度较低。如果在钎焊过程中采用真空,或还原性气体如氮气和氫气的混合气,就不必使用化学助焊剂。
具有良好的浸润性,而对镀金层又无铅锡焊料的那种浸蚀现象。金锡合金
3
与镀金层的成分接近,因而通过扩散对很薄镀层的浸溶程度很低;同时也没有像银那样的迁徒现象。
低粘滞性:液态的金锡合金具有很低的粘滞性,从而可以填充一些很大的空
隙。
另外,Au80Sn20焊料还具有高耐腐蚀性,高抗蠕变性能及良好的导热和导电性。Au80Sn20焊料的不足之处是它的价格较贵,性能较脆,延伸率很小,不易加工。
3. 热力学性能
由于金锡合金的热力学性能决定了它的许多使用性能,了解合金的一些基本热力学性能是必要的。金锡能够在80 wt% 金和20 wt% 锡的成分比例下形成共晶合金,如图1所示。
图1 Au-Sn 二元合金相图[1]
金锡合金在 280 °C的共晶反应为 液相L + 。在合金的此反应附近,
(℃)
℃
℃
℃
℃
液相
温 度
原子百分比 Sn
4
主要包括 ’ (Au5Sn)相, 相和 (AuSn)相。在’ 相中,锡的重量百分比10.7%。它具有六角结构,在190 C以下是稳定相。 相由包晶反应 + L 形成。
在521 C, 相锡的重量百分比为5.7 %;在280 C,此百分比为11.3 %;而在190 C,此百分比为8.8 %。 相具有镁型六角密排结构。 相是一种金属间化合物,其熔点为 419.3 C,具有NiAs型六角结构。 相的成分可在一定范围内波动,其中锡的原子百分比为 50.0 %到 50.5 % (重量百分比为37.5 %到 37.9 %)。
4. 金锡焊料预成型片
可用于微电子封装的钎焊料有很多形式,最主要的有丝、片、焊膏和预成型片等形式。基于金锡合金很脆的特性,丝或片的这些形式很难按照规格加工成型。在加工过程中往往还要造成材料的浪费,需要大量的人工,同时质量情况也很不一致。在这些所有的形式里,钎焊膏是用于电子封装最理想的的形式。然而,钎焊膏的成分之一是助焊剂,这在许多应用领域是被禁止的。即使在可以使用助焊剂的情况下,在钎焊过程完成以后也要对组装的元器件进行其残留物的清理。因此,为了获得诸如器件生产及封装等应用的稳定性,正确的选择应该是冲压成型的预成型片。预成型片能够确保钎焊料的精确用量和准确位置, 以达到在最低成本情况下获得最佳的质量。在二十世纪六十年代,预成型片最先用于生产一些元器件如金属封装的钽电容。现在它主要用于一些无源元件、光电器件的生产及封装工艺。
预成型片主要具有以下优点:
通过采用预成型的方法,能够精确控制钎焊料用量、成分和表面状态,从而提供更大的钎焊工艺窗口和最佳的组装质量。以获得钎焊连接可靠性的提高,这就是工业界通常所要求的高Cpk值和保证质量条件下的低成本。
在控制气氛中使用预成型片可以免除使用易污染和难以控制的助焊剂。通过对钎焊焊接过程的控制,同时可以免除焊接后成本很高的清洗过程。
预成型片通常是满足那些需要高可靠和良好导热的高性能焊接的最佳解决方案。
5
对于需要连接的基板材料的变化和特殊性能或环境保护的要求,对金锡焊料预成型片几乎不受任何限制。
经过正确地设计及应用,预成型片可以获得较高的性能价格比,使焊接点具有很高的成品率和电学可靠性。
5. AuSn焊片的应用
由于金锡共晶焊料的熔点(280 C)比Sn96.5Ag3.5锡银共晶焊料(221C)要高很多, 它不能和广泛用于电子封装的有机材料在同一温度下配合使用。然而,金锡钎焊料对于一些特殊的、同时要求机械及导热性能好以获得高可靠性的应用来说却是最好的选择。这些应用包括气密封盖、光电子封装工艺中的射频和隔直流粘接、激光二极管管芯粘接等。
图 2 金锡合金预成型片用于陶瓷封装气密封盖示意图
气密电子封装产品的一部分需要焊接到一些陶瓷部件上。这种情况,主要是考虑陶瓷具有一些金属件无法达到的物理性能如低热膨胀系数、电绝缘、高强度等。其中一种应用是当有源器件芯片和基板两者都需要具有低热膨胀系数时把有源器件芯片粘接到一个外壳内(见图2)。这种情况,可选用大约25微米厚的冲压成型的金锡预制片作焊料。另外一个在陶瓷封装的应用是封盖, 即把一个金属或玻璃的盖板密封到陶瓷外壳上 (见图2)。此时,也选用25微米厚形状为不封闭框架的金锡预成型片。对于封盖, 一般会采用平行缝焊机对连接处局部加热。这样对封装内用金锡合金钎焊的有源器件芯片将不会受到影响。第三个有关陶瓷的应用是引线绝缘子的焊接(见图3)。此时,是用高强度的陶瓷,而不是玻璃做绝缘体。对于这些应用,要求钎焊材料具有良好的润湿性、抗腐蚀性和高的杨氏模量等。高的杨氏模量可以保证材料加工到很薄但仍能在很大面积上保持平整性。如前所述,金锡预成型片的表面清洁,无氧化物,允许采用无须
盖板
金锡焊环
金/镍镀层
有源器件芯片
陶瓷外壳
6
助焊剂的生产工艺。即使基片表面稍有氧化,也可以采用氮氢混合气体来清除氧化物。在氧化物清除之后,金锡预成型片就可以升温熔化继而开始焊接过程。通常要在235 °C以上,用氮氢混合气体来清除氧化物才十分有效。但如果采用低熔点钎焊料(例如低于235 °C),在此温度氮氢混合气体还未能起作用,基板表面的氧化物将存在于焊接处。这是造成一些焊接质量低下的主要原因之一。采用金锡合金焊接的器件能够经受得起长时间的热应力循环。
在光电器件如发射器、接收器及放大器等封装中的穿通粘接中,垫圈型金锡预成型片也是一种最好的选择。在连接过程中,熔化的金锡垫圈在毛细作用下会填充在绝缘子外导体和封装基体(两者皆由可伐合金制造并镀以镍和金)之间的间隙,如图3所示。 由于绝缘子和基体之间的空隙很小,过多的钎焊料会造成短路。作为预成型片的优点之一,精确数量的金锡钎焊料可做成垫圈型预成型片以防止短路。
图 3 金锡合金预成型片在光电封装中的应用
在用管芯粘接技术来组装高功率激光二极管(LD)时采用金锡预成型片已被越来越多的生产厂家所接受。如图4所示,激光二极管芯片和热沉(通常是铜基的)之间由金锡预成型片来完成焊接。由于激光二极管的发光效率随温度升高而急剧下降,因此将二极管在发光时所产生的热量及时耗散出去就十分重要。金锡焊料优良的热传导性在这里能够起到非常有效的作用,以保证了激光二极管的最佳使用性能。另外,因为金锡合金的杨氏模量高,即使在很薄(5~25微米)的情况下,也可以保持平整性和一定的抗弯性。因此,在焊接过程中焊层夹杂气孔的可能性大大降低,降低了焊接点的热阻,从而也就大大提高了激光二极管的可靠性。
绝缘子外包金属(可伐)
Au/Sn
穿通引线(可伐)
封装基体(可伐)
玻璃/陶瓷
间隙
陈老师的回帖还是专业
能说哈你共晶焊的参数吗?
这篇回帖太给力了。具有真正的适用性和借鉴性!:56bb
相关文章:
- 如何焊接大功放管?(05-08)
- 请问有人用过非焊接的sma接头麽(05-08)
- 芯片焊接介绍(05-08)
- 决定无铅焊接互连可靠性的七个因素(05-08)
- 表面贴片元件的手工焊接技巧(05-08)
- 怎么把电缆焊接在腔体上?(05-08)